系统工艺介绍
由于制药行业产生的废水经过处理后氯离子含量超标,不能直接排放,需降低水中的氯离子指标后方可达标排放。诚致远公司从了解客户需求,一次设计、二次设计,推出HRLE-卤水极限分离系统,实现氯离子的极限分离。在保证最低能耗的同时实现最高的回收率,最大限度的为业主节省成本。
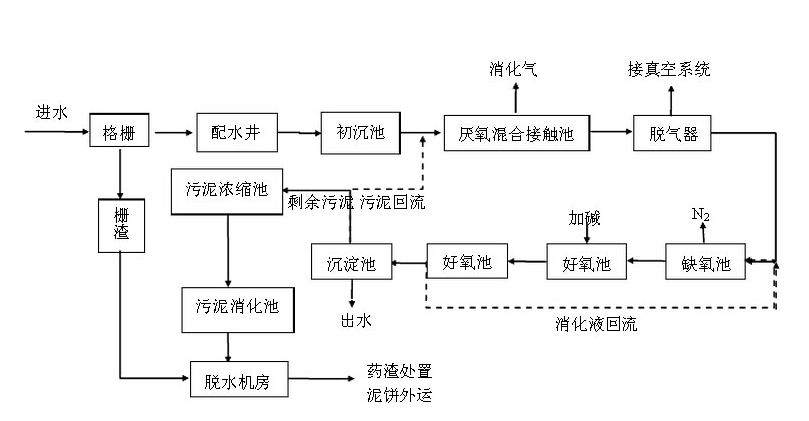
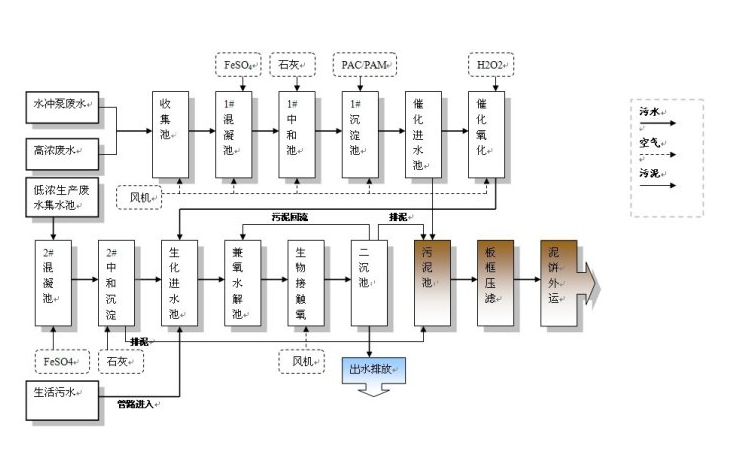
系统工艺流程
原水池→原水泵→高精度预处理系统→HRLE-卤水极限分离系统→出水池
诚致远HRLE-卤水极限分离系统优势
1.回收率高:采用独特的HRLE-卤水极限分离系统,结合了大错流PON耐污染技术和POM宽流道高架桥技术等多种技术手段,将系统的回收率调至75%-80%以上,突破了传统海水反渗透系统不会超过50%的瓶颈。
2.运营成本低,设备投资少:HRLE-卤水极限分离系统的处理量越小,后续MVR蒸发器的设备也随之减少,减少了设备投资的同时降低了系统的能耗;结合水力能量交换回收装置,将浓水进行循环处理,减少了系统的处理水量,并且浓水通过能量转化实现节能,降低运行成本。
3.定制化设计:我公司依托德国DEM及美国加州JIK专业膜分离团队,可以实现定制化设计服务,让客户用到最适合自己的产品。
4.互联网+大数据分析---自动化程度高:本公司业界独有的分离系统控制,整个系统分为完善的仪器仪表,在线显示运行数据,读取方便、及时、准确,确保系统在任何工况下不会自身造成潜在风险,而且实现了真正意义上的无人值守,专业的技术团队可以时时对运行数据进行分析,通过分析来杜绝系统潜在的运行风险。
5.后顾无忧的售后服务--实现三小时内现场服务。
6.设备模块化、集成化设计,占地面积小,设备美观。
系统将各个系统模块化设置,模块间可联动运行,便于系统操作和后期维护与管理。
7.整个系统采用全自动运行,完善的仪表系统,保证设备安全稳定的运行,实现零故障,大大降低了人工成本。
系统采用全自动控制系统,可实现设备自检和报警功能,及时反馈设备的运行情况。
8.系统设计10%的余量,按照三年后设计以保证设备长期稳定运行。
系统设计留有一定的余量,在膜元件的选择和设计充分考虑原水的水质情况以及变化趋势,保证系统在三年后仍能安全稳定的运行,符合现有的设计标准。
诚致远目前已完成多个大型医药废水提标回用工程,如内蒙古常盛制药有限公、盘锦瑞德化工有限公司、新疆科力新技术发展有限公司等。
诚致远公司通过ISO9001质量体系认证、ISO14001环境体系认证及OHSMS18001职业健康安全管理体系;同时具有环保工程总承包二级资质、机电工程安装二级资质,获得国家认定高新技术企业,沈阳工业大学联合研发中心及研究生培养基地,辽宁省环境科学学会常务理事单位。公司在中国设立三大生产基地、四大研发中心。同时全面拓展海外水处理市场,目前己成功进入东南亚、非洲、中东、中亚、南美等地区。